
 桥尺
桥尺桥尺是桥型平尺的简称,具有 平面的尺形量规。平尺用于以着...
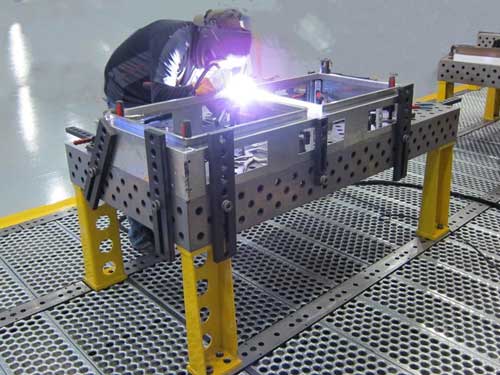
 三维柔性焊接工装平台
三维柔性焊接工装平台三维柔性焊接工装平台三维:代表三个方向一般夹具都是纵向和横向没...
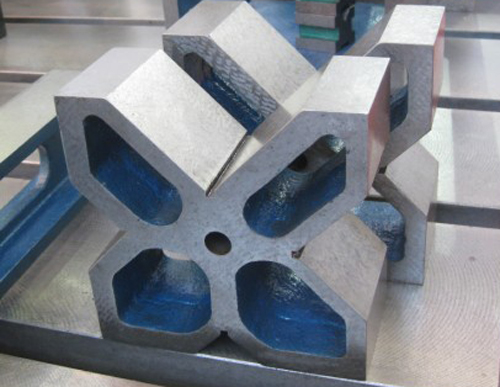 铸铁V型架
铸铁V型架铸铁V型架材质:铸铁材质或大理石材质 精度等级:分为,普通精度两种...
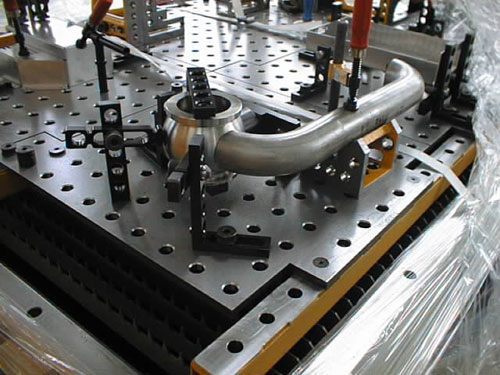
 三维柔性组合焊接平台
三维柔性组合焊接平台三维柔性组合焊接平台具有 率、经济性、柔性化、 ...
手机:13785780436
网址:www.btamjx.com
地址:泊头市交河工业区
三维柔性焊接平台的精制工艺路线和工艺新思路
三维柔性焊接平台产品精辟解析,众所周知三维柔性焊接平台(平台)的用途是检查机器零件平面度,直线度等形位公差的测量基准,也可用于零件划线研磨加工,安装设备等用途。是检验机械零件平面、平行度、直线度等形位公差的测量基准,也可用于一般零件及零件的划线、铆焊研磨工艺加工及测量等。
使用三维柔性焊接平台者应了解的产品知识精辟的总结知识概要如下:
1、三维柔性焊接平台用途:用于机械、发动机的动力实验,设备调试,具有较好的平面稳定性和韧性,表面带有T型槽,可以用来固定实验设备。
2、三维柔性焊接平台材质:铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品的精度稳定,能好。
3、三维柔性焊接平台规格:100×100—3000×6000(大于此规格的装配平台可以拼装使用或按图纸订做。)
4、三维柔性焊接平台精度:按 标准计量检定规程执行,分别为1、2、3四个等级。
5、三维柔性焊接平台正确的使用方法
焊接平板在使用时要行安装调试。然后,把焊接平板的工作面擦拭干净,在确认没有问题的情况下使用,使用过程中,要注意避免工件和三维柔性焊接平台的工作面有过激的碰撞,防止损坏三维柔性焊接平台的工作面;工件的重量 不可以超过三维柔性焊接平台的额定载荷,否则会造成工作质量降低,还有可能损坏三维柔性焊接平台的结构,甚至会造成三维柔性焊接平台变形,使之损坏,无法使用。
6、焊接平板使用年限
一般三维柔性焊接平台的使用寿命很长,只要采用正确的方法使用和保放,三维柔性焊接平台工作面的精度可以保持使用2年以上,三维柔性焊接平台精度降低时可以通过调试或刮研工艺恢复,划线平台平板平板本身的使用寿命可以达到50-100年,所以,在使用三维柔性焊接平台的过程中要注意不要在潮湿,有腐蚀、过高和过低的温度环境下使用和存放,这样才可以延长三维柔性焊接平台的使用寿命,工作质量。
7、三维柔性焊接平台设计技术要求
三维柔性焊接平台设计技术要求一般根据《中华人民共和国机械行业标准》JB/T7974—2000设计。还要根据实际的需要出据铸铁平板技术要求。在铸铁平板的 标准和企业标准及铸铁平板的使用要求中,可以根据实际中对铸铁平板的需要提出技术要求。设计铸铁平板的技术要求本着以 低的成本达到 好的原则。
8、三维柔性焊接平台的在生产过程中,会产生一部分理论重量的偏差,要注意的是铸铁焊接平板的偏差是不是影响的铸铁平板使用。一般铸铁平板的设计应该考虑到铸造误差和机械加工的误差,铸铁铸铁平板的重量误差一般不得超过10%,超过10%时,我们要对铸铁平板的质量做进一步的鉴定才可以确定此铸铁铸铁平板是否可以投入使用。
9、三维柔性焊接平台的制造缺陷。
三维柔性焊接平台的生产过程中会出现一些产品缺陷,只要采用正确的方法可以进行工艺弥补,铸铁平板工作面的缺陷是不可以忽视的重要部位,铸铁平板主要的缺陷包括:气孔、沙孔、夹沙、缩松等。铸铁平板的缺陷在《中华人民共和国机械行业标准》JB/T7974—2000里有处理的详细规定。铸铁平板使用寿命和缺陷 有密切的关系。所以对铸铁平板的缺陷做 时要严格按工艺要求处理。
三维柔性焊接平台新工艺新思路总结:
1、先加工基准面
零件在加工过程中,作为定位基准的表面应 先加工出来,以便尽快为后续工序的加工提供精基准。称为“基准先行”。
2、划分加工阶段
加工质量要求高的表面,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了加工质量;有利于合理使用设备;便于安排热处理工序;以及便于时发现毛坯缺陷等。
3、先孔后面
对于方箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,平面和孔的位置精度,而且对平面上的孔的加工带来方便。
4、主要表面的光整加工(如珩磨、研磨、精磨等),应放在工艺路线 后阶段进行,以免光整加工的表面,由于工序间的转运和安装而受到损伤。
上述为工序安排的一般情况。有些具体情况可按下列原则处理。
铸铁三维柔性焊接平台是高度测量的基准面:将待测物与量表座一同放置于平台上,进行高度比较测量, 后可再将其高度与标准量块相比较。平行度测量的基准面:固定量表座,然后使量表指针接触在待测物表面上方,移动待测物,可检查工件面与铸铁平板面的平行度。角度测量的基准面:利用平台作基准面,配合正弦杆及角度规,可进行角度量测。是划线的基准面:可按照工作图的尺寸,进行的划线工作。也可以根据用途在三维柔性焊接平台表面刻制刻度线,使划线、测量等工作 为方便。
三维柔性焊接平台产品质量除了含有什物产品之外,还含有无形产品质量,即服务产品质量。服务质量也是有尺度的。质量数据及分析、统计基本方法产品质量特性的含义很广泛,它可以是技术的、经济的、社会的、心理的和生理的。泛义上的产品质量是指 的有关法规、质量尺度以及合同划定的对产品合用、 和其它特性的要求。铸铁三维柔性焊接平台质量特性,区分了不同产品的不同用途,知足了人们的不同需要。人们就是根据产业产品的这些特性知足社会和人们需要的程度,来衡量产业产品质量好坏优劣的。
三维柔性焊接平台的精制工艺路线:
一块精度保持性强的三维柔性焊接平台在加工时就已经确立了,如果粗、精加工连续进行,则精加工后的精度会因为内应力的重新分布而很快丧失,即使以后的工序做的再怎么好怎么细致,那也只是暂时的不会保持。为了铸铁三维柔性焊接平台的加工精度,粗、精加工 好分开进行。因为粗加工时,切削量大,工件所受切削力、夹紧力大,发热量多,以及加工表面有较显著的加工硬化现象,工件内部存在着较大的内应力。所以正规标准的方法就是在粗加工之后和精加工之前,还应安排低温退火或时效处理工序来内应力来在以后它能保持地精度稳定性。
在整个加工过程中合理地选用设备,也是重中之重 有的道理。粗、精加工分别在不同的机床上加工,既能充分发挥设备能力,又能延长机床的使用寿命。因为粗加工主要是切掉大部分加工余量,并不要求有较高的加工精度,所以粗加工应在功率较大、精度不太高的机床上进行,精加工工序则要求用较的机床加工。这样一来不但可以良好的进行下一道工序,而且还把这良好的基础带到了三维柔性焊接平台的成品当中,使其有了的精度。
